联系人:茅经理 电话:13056831999 邮箱:yunyimagnet@163.com
联系电话:13056831999


 浏览量:7620
浏览量:7620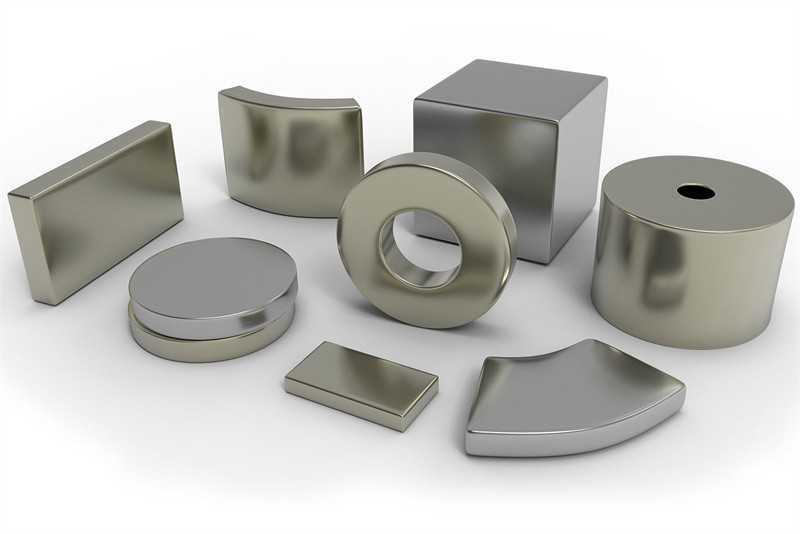
烧结钕铁硼磁钢产品的主要形状包括方片、圆柱、圆环、瓦型、扇形和各类异型产品,实际生产中多是先生产大块坯料,之后根据用户的尺寸要求通过后加工获得最终的成品。
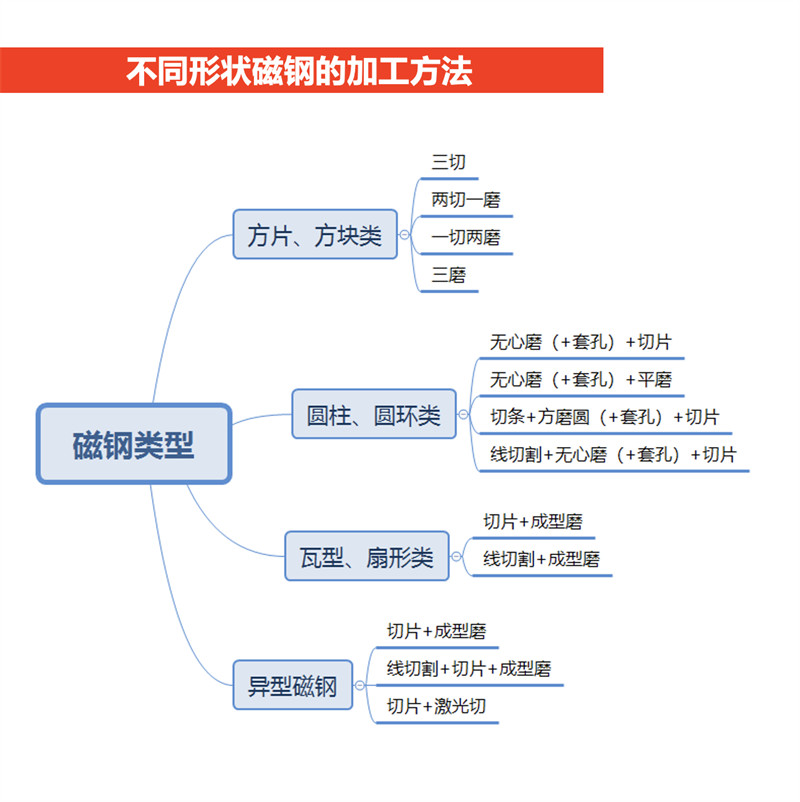
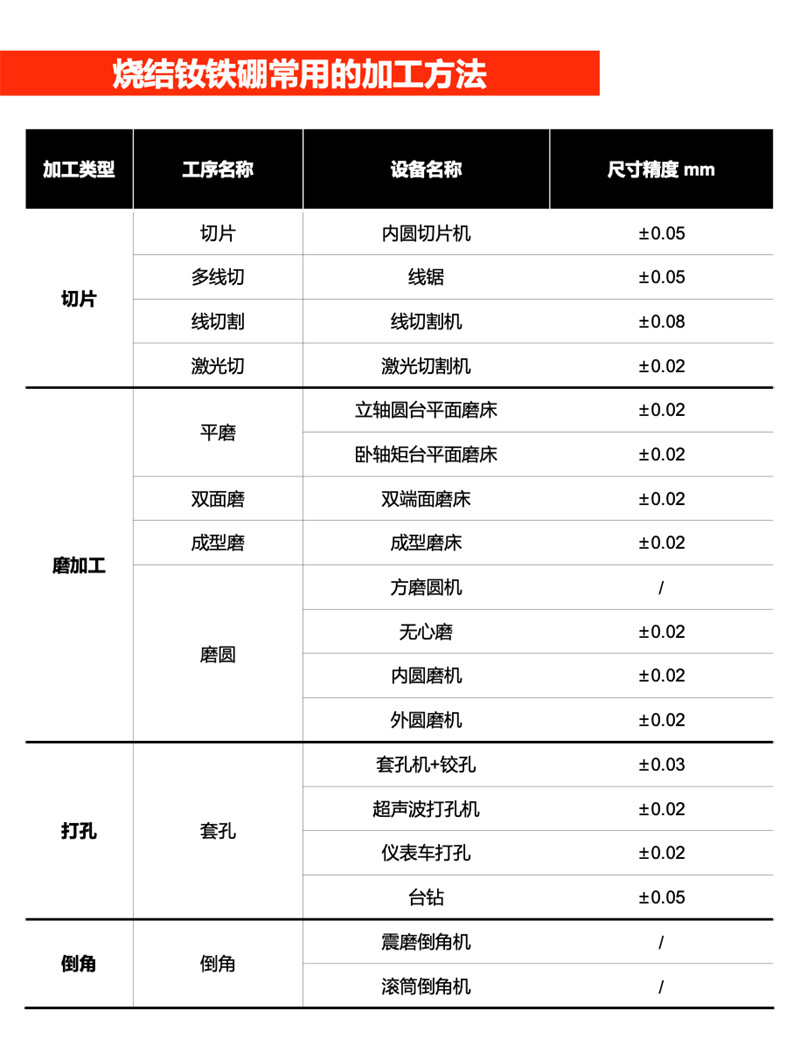
烧结钕铁硼采用粉末冶金方式制备,材料硬度高,脆性大,容易断裂;并且加工过程中的放热、腐蚀和缺陷都会对磁性能造成损伤,因此需要根据这些特性选择合适的加工方式。目前烧结钕铁硼机加工以传统的切削、磨削、倒角、钻削等为主,另外还有电火花切割、激光加工、超声波加工等方式。
1、切片(切削)工艺
多采用切片机、电火花线切割机、线锯或激光切割机完成切削工艺。

内圆切片机
切片机:利用高速旋转的薄片内圆式金刚钻刀具将钕铁硼磁钢进行自动切割,切片过程使用切削油作为切削冷却液。优点是不需要定制专用刀具,灵活性强,适用于样品加工和截断加工。但由于加工效率和出材率低,垂直度保证能力弱,批量化切片生产已逐渐被多线切割机(线锯)取代。

多线切割机
多线锯切割:使用工装夹具将工件固定在工作台上,通过罗拉布金刚线,高速运转的金刚线(线径0.15~0.2mm)与磁钢摩擦,实现物料切割,切削过程采用切削液冷却。主要特点是可以同时切割多个工件,生产效率、良品率和出材率高,对垂直度保证能力强,适用于批量持续加工。但针对不同规格产品需要定制专用罗拉。

电火花线切割机
电火花线切割:使用钼丝电极在钕铁硼磁钢上产生高频电火花,使其局部熔化,由计算机控制,使电极线按预定的轨迹进行切割加工。电火花线切割优点是加工精度高,可用于瓦形、异形类产品切片加工和大块磁体的切割。缺点是切割速度较慢,且切割面熔融区对磁性能影响较大。

激光切割机
激光切割:采用激光束汇聚于磁材上,磁材熔融气化,消失区域形成切缝。激光切割是非接触式加工,具有对环境影响小,加工精度高,可对倾斜面加工等特点,应用前景广阔。但加工过程中温度与应力的变化对磁体性能有一定影响,并且切割厚度较大产品时由于激光束的发散,造成切割断面存在坡度。
2、磨削工艺
主要指用磨削盘或砂轮磨削工件表面的加工方式。方块钕铁硼磁钢常用的磨削加工方法有:立磨、平磨、双端面磨等。圆柱形及圆环类钕铁硼毛坯经常采用的是无心磨、方磨圆、内外圆磨等。瓦型、扇形、异型磁钢可采用多工位成型磨床。

平磨与立磨
平面磨床:应用于磁材的平面磨削加工,也可进行多面加工。一般采用卧轴矩台平面磨床(平磨)或立轴圆台平面磨床(立磨),将磁钢平整面作为基准面整齐地码放并用挡板夹具等固定在磁盘工作台上,采用砂轮进行往复式平面磨削。

双端面磨床
双端面磨床:以传送带连续通过产品,两个砂轮位于产品两侧,采用卧轴双磨头旋转带动砂轮(两砂轮产生倾角),在砂轮的旋转下磨削产品的两个平面。双端面磨床加工精度高,表面粗糙度小,是钕铁硼机加工中应用最为广泛的对称平面加工设备。

无心磨床
无心磨床(或方磨圆机):无心磨床用于圆柱毛坯的外圆磨加工,方磨圆机使用于方条磁钢的磨圆加工。通过喂料器与导轨使磁钢依次通过导轮和磨削轮,导轮带动磁钢工件在垫铁上转动,磨削轮对磁钢外圆进行磨削达到要求的直径。

内外圆磨床
内、外圆磨机:通过夹具固定磁钢工件,然后使磨头沿着工件内圆或外圆周运动,将磁钢工件磨削达到内、外圆设定尺寸,并使表面磨平、去除毛刺。多用于圆环类产品的内外表面加工。

成型磨床
成型磨床:可磨削各种平面、曲面或通过特制砂轮(砂轮修形)进行复杂成型面的磨削,适宜于不需要机动进刀的磨削加工,以满足不同种类产品的形状需求。通常用于产品的机械倒角或异型产品加工。
3、钻削(打孔)加工
烧结钕铁硼钻孔过程极易发生断裂或碎裂,因此需要特定设备和工艺进行打孔作业。钕铁硼内孔加工常用的设备包括掏孔机床、仪表车床和台式钻床等。

套孔机
掏孔机床(套孔机):采用金刚石圆环刀具,产品由夹头固定并由主轴带动旋转,刀具进给对产品实现内孔加工的一种设备。掏孔车床通常用于加工内孔在8mm以上的钕铁硼产品。通过特制的掏刀与铰刀,可完成掏孔和铰孔。
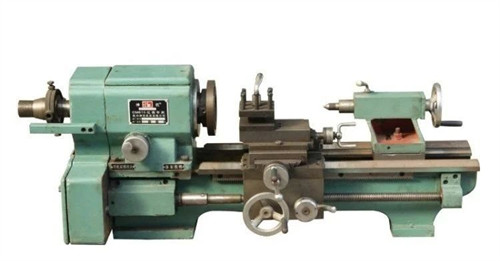
仪表车床
仪表车床:仪表车床通过夹具夹紧磁钢产品,通过主轴电机带动产品不断旋转,由固定的合金刀具对旋转的工件进行钻削加工。主要用于圆柱、圆环和小方块产品的打孔,套孔等,加工孔径小于5mm。

台钻
台式钻床:采用自制工装定位产品,硬质合金刀具旋转进给,对产品实现钻削加工的一种设备;与仪表车床的主要区别在于:仪表车床工件旋转,刀具固定;而台式钻床工件固定,刀具旋转。因此台式钻床可应用于异形产品通孔、盲孔、台阶孔的加工。

超声波打孔机
超声波打孔机:经换能器将超声能量集中到钻头位置,钻头高频机械震荡带动磨料悬浊液,通过高速冲击、摩擦和空化作用等实现冲击穿孔。超声波打孔精度、效率和合格率较高,可应用于磁钢的小孔加工。
4、倒角:
钕铁硼磁制品在磨床、切片、打孔等加工过程中,产生的尖锐角极易造成磕边掉角,并且电镀过程中尖端效应会使镀层均匀性变差。因此机加工后,通常会对磁钢进行倒角处理,包括机械倒角和震动倒角,常见的倒角设备有震磨倒角机和滚筒倒角机。

震磨倒角机
震磨倒角机:通过振动电机产生的振动偏差,带动工作槽内的磁钢和磨料上下左右或旋转运动并相互摩擦,从而使产品表面平整光滑,同时磨圆棱角。常用的磨料介质包括碳化硅、棕刚玉等。

滚筒倒角机
滚筒倒角机:是将钕铁硼磁钢产品、磨料和研磨液放入密封的水平式滚筒中,滚筒旋转使产品与磨料离心转动摩擦,起到倒角作用。
生产厂家会根据产品尺寸规格和形位公差要求选择最为经济高效的加工路线。对于加工产品质量我们应主要关注尺寸公差、形位公差和外观。加工常见的缺陷和不良包括:尺寸超差、垂直度轮廓度不良、缺角、刀丝、划痕、磨印、腐蚀、隐裂等。


 13056831999
13056831999
 浙江省宁波市洪塘西路33号9栋(一厂)
浙江省宁波市洪塘西路33号9栋(一厂)